電装工芸日記
- 舞台照明機器の製作とか -
電装工芸日記
- 舞台照明機器の製作とか -
タグ「3Dプリンタ」を含む投稿[34件]
QIDI Q2 の動作を見ますとフィラメントを通すチューブが短い感じ。引っ張られて押し出し機が脱調する瞬間があります。
PTFEチューブと呼ばれますが長い物に交換。
動作がスムーズになりました。
#3Dプリンタ
PTFEチューブと呼ばれますが長い物に交換。
動作がスムーズになりました。
#3Dプリンタ
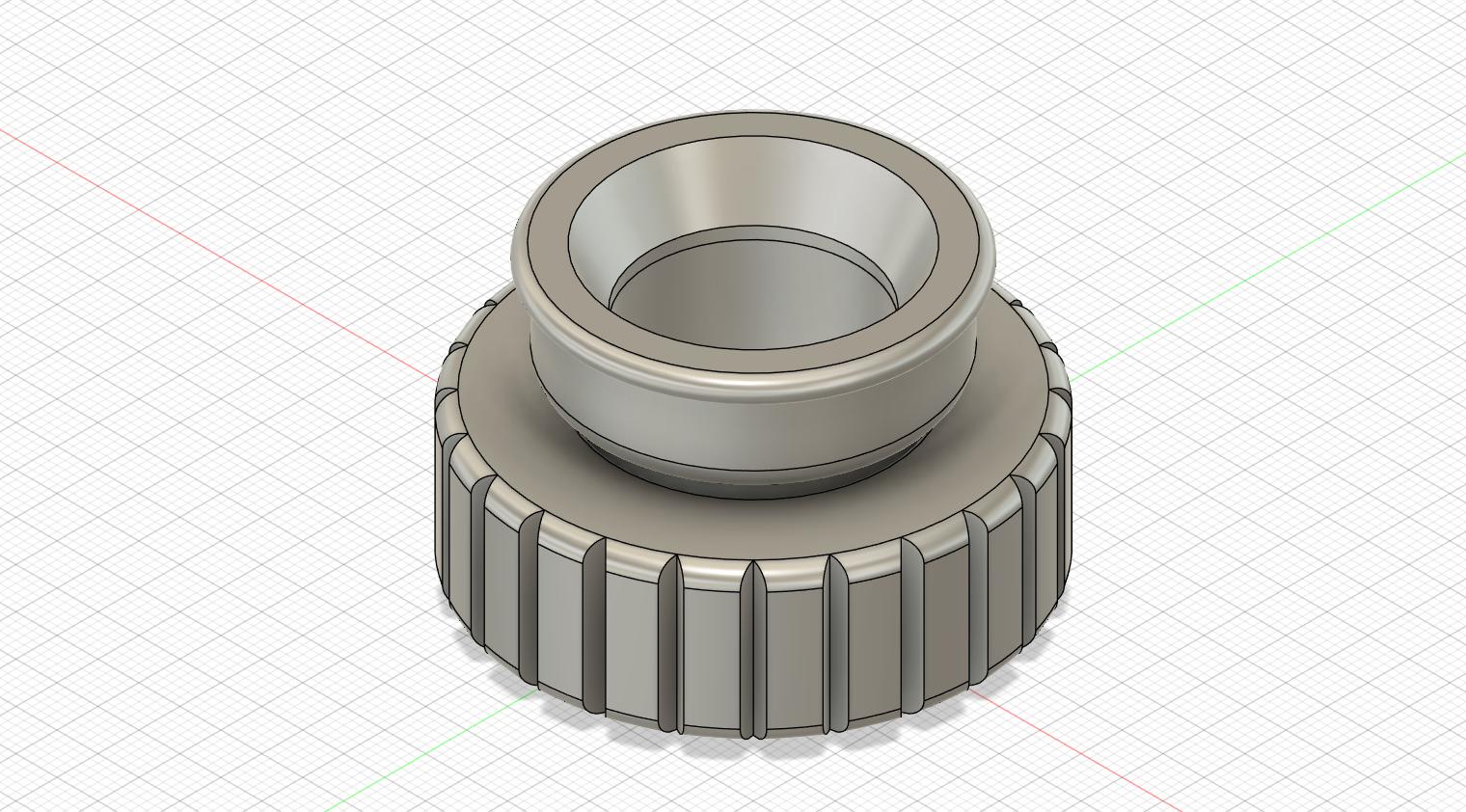
スモークリキッドのノズルを組んでみました。


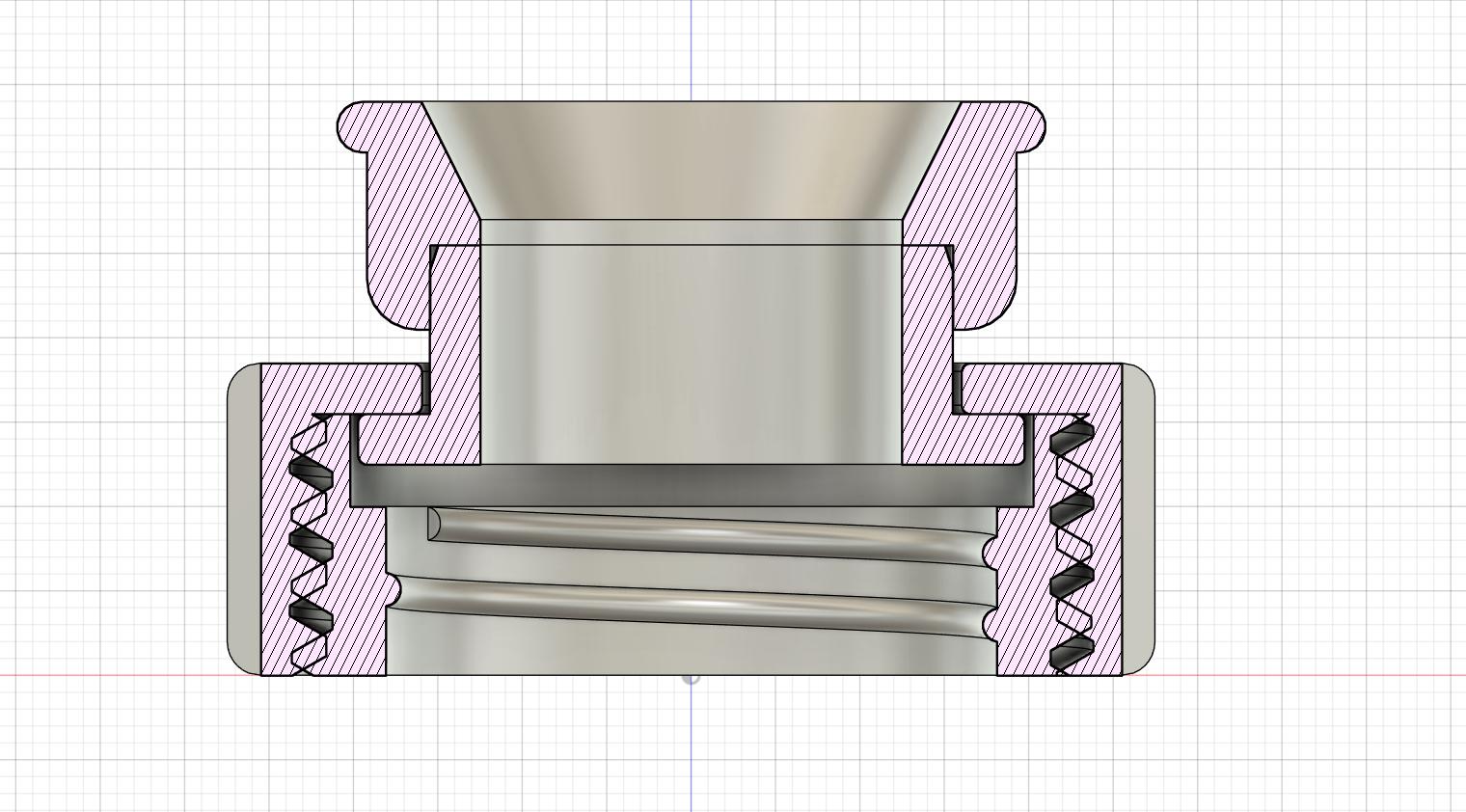
既製品の白いノズルとボトルの間の黒いのがプリント品です。ボトルと繋げるネジで難儀しましたが何とかなりました。
形は出来たので、漏水と使い勝手の確認です。
追記
完全ではないですが、接着剤が落ち着いたので漏水のチェックをしました。良いと思われます。
これを使ってもリキッドを注ぐ際はロートが必要だと思います。コンセプトMK-VIは上部にオイル口があって差し込めばホールドされますが、Antari F1-FAZER はポリのボトルなので何か考えた方が良さそう。
四半世紀以上も昔のことですが、ツアー先でコンセプトのオイルを床にこぼしてしまい、小屋付きさんと舞監さんに死ぬほど叱られた思い出があるので、スモークリキッドの扱いには神経質になってしまいます。部下も取り返しのつかない失敗を経験した方がいいとは思うのですが、道具で安全を向上させられるなら作りたくなるのが性分。
#器具の製作 #3Dプリンタ
既製品の白いノズルとボトルの間の黒いのがプリント品です。ボトルと繋げるネジで難儀しましたが何とかなりました。
形は出来たので、漏水と使い勝手の確認です。
追記
完全ではないですが、接着剤が落ち着いたので漏水のチェックをしました。良いと思われます。
これを使ってもリキッドを注ぐ際はロートが必要だと思います。コンセプトMK-VIは上部にオイル口があって差し込めばホールドされますが、Antari F1-FAZER はポリのボトルなので何か考えた方が良さそう。
四半世紀以上も昔のことですが、ツアー先でコンセプトのオイルを床にこぼしてしまい、小屋付きさんと舞監さんに死ぬほど叱られた思い出があるので、スモークリキッドの扱いには神経質になってしまいます。部下も取り返しのつかない失敗を経験した方がいいとは思うのですが、道具で安全を向上させられるなら作りたくなるのが性分。
#器具の製作 #3Dプリンタ
QIDI Q2 の使い方は見えてきました。以前のプリンタと比べあらゆる意味で高性能・便利になっていますが、扱い方の根底に大きな違いはありません。慣れてくると以前のプリンタと同じ感覚で使えています。
驚くのはABSフィラメントの仕上がりです。何を基準に評価するかによりますが、以前のプリンタでPLAをプリントした程度に出ます。ABSでの条件出しに苦労した経験があると感動ものの綺麗さです。
プリントはとにかく速い。データを入れてプリントが開始するまでの儀式が長い感じもしますが、プリントが始まってしまえばあっという間。以前のプリンタが10年以上前の代物ですから比べたら失礼かもしれませんが、プリント時間は1/3から1/5って感じ(体感)です。
この QIDI Q2 がすごいというより、時代の進歩がすごいって感じです。
初めて3Dプリンタを使った人には感じられない感動かもしれませんけど。
#3Dプリンタ
驚くのはABSフィラメントの仕上がりです。何を基準に評価するかによりますが、以前のプリンタでPLAをプリントした程度に出ます。ABSでの条件出しに苦労した経験があると感動ものの綺麗さです。
プリントはとにかく速い。データを入れてプリントが開始するまでの儀式が長い感じもしますが、プリントが始まってしまえばあっという間。以前のプリンタが10年以上前の代物ですから比べたら失礼かもしれませんが、プリント時間は1/3から1/5って感じ(体感)です。
この QIDI Q2 がすごいというより、時代の進歩がすごいって感じです。
初めて3Dプリンタを使った人には感じられない感動かもしれませんけど。
#3Dプリンタ
QIDI Q2 のスライサ(3Dデータから加工命令を生成するツール)には純正の QIDI Studio を使っています。以前のプリンタでは Qidi Print を使っていましたが、これよりもずっと進歩してます。表示もキレイでわかりやすい。また、何を与えて何を得るかは同じなのでメニュー構造がわかってくればスムーズに使えます。奇妙な便利機能は付け加えられていませんので迷宮を彷徨うこともありません。
あ、日本語がほぼ正しくなりました。
#3Dプリンタ
あ、日本語がほぼ正しくなりました。
#3Dプリンタ
3Dプリンタをポチリました。
QIDI-Q2 です。置き場所は届いてから考えることにしました。

逝ってしまったプリンタは QIDI 社製です。このメーカーにこだわっているワケではありませんが、サポートやツールの取得に不満を感じたことがないし他のメーカを評価する暇もないのでいいかなと。
このプリンタの面白いところは、専用のツールとフィラメントを使うとTシャツにプリントが出来ること。Tシャツに書けるなら他の布地にも書けそうなことが選んだ理由だったりして。
ポチったのはフルオプションの「Q2 Combo(Q2+QIDI BOX)」で10万弱。新発売特価とはいえ小遣いには辛い価格ですが、このところ本業用品を大量にプリントして所属会社に費用を請求しましたので自腹は少しで済んでます。ボれるところからはボれというのが口癖の社長からボるのは当然(笑
#3Dプリンタ
QIDI-Q2 です。置き場所は届いてから考えることにしました。
逝ってしまったプリンタは QIDI 社製です。このメーカーにこだわっているワケではありませんが、サポートやツールの取得に不満を感じたことがないし他のメーカを評価する暇もないのでいいかなと。
このプリンタの面白いところは、専用のツールとフィラメントを使うとTシャツにプリントが出来ること。Tシャツに書けるなら他の布地にも書けそうなことが選んだ理由だったりして。
ポチったのはフルオプションの「Q2 Combo(Q2+QIDI BOX)」で10万弱。新発売特価とはいえ小遣いには辛い価格ですが、このところ本業用品を大量にプリントして所属会社に費用を請求しましたので自腹は少しで済んでます。ボれるところからはボれというのが口癖の社長からボるのは当然(笑
#3Dプリンタ

UPS に関するプリントはあと一つで終わります。数物用に一色でいいからちょっと速いプリンタが欲しい。
#3Dプリンタ
#3Dプリンタ