 電装工芸日記
- 舞台照明機器の製作とか -
電装工芸日記
- 舞台照明機器の製作とか -
タグ「工具や資材」を含む投稿(時系列順)[35件]
3Dプリンタの作業がヒト段落したので置き場所を作り直しております。
今は作業テーブルの上に鎮座していますが、フィラメントの交換やメンテナンス以外ではフロントパネルにアクセス出来ればいいし、自宅の作業部屋が手狭になってきたので模様替えといったとこです。
本業の合間に専用の台車を作っています。作業テーブルの下に置くためですが、単に置いてしまうとフィラメントの交換がしにくいので、台車で引き出せる様にするワケです。
高さに制限がありますので出来るだけ薄い台車です。頻繁に出し入れはしませんし、進行方向も一意で良いので、耐荷重が小さな自在ではないキャスターを多めに取り付ける予定です。
台車の板は出来ていますが、木クズが出ない様に表面をウレタンニスで固めていますからあと数日かかります。
#工具や資材
今は作業テーブルの上に鎮座していますが、フィラメントの交換やメンテナンス以外ではフロントパネルにアクセス出来ればいいし、自宅の作業部屋が手狭になってきたので模様替えといったとこです。
本業の合間に専用の台車を作っています。作業テーブルの下に置くためですが、単に置いてしまうとフィラメントの交換がしにくいので、台車で引き出せる様にするワケです。
高さに制限がありますので出来るだけ薄い台車です。頻繁に出し入れはしませんし、進行方向も一意で良いので、耐荷重が小さな自在ではないキャスターを多めに取り付ける予定です。
台車の板は出来ていますが、木クズが出ない様に表面をウレタンニスで固めていますからあと数日かかります。
#工具や資材
今回の基板は大量のチップ部品が背面に付きます。これを手ハンダは避けたい。
基板と共にステンシルを頼んだのでリフローが出来ればいいけれど加熱台はどうする?
amazonさんにこんなんありました。
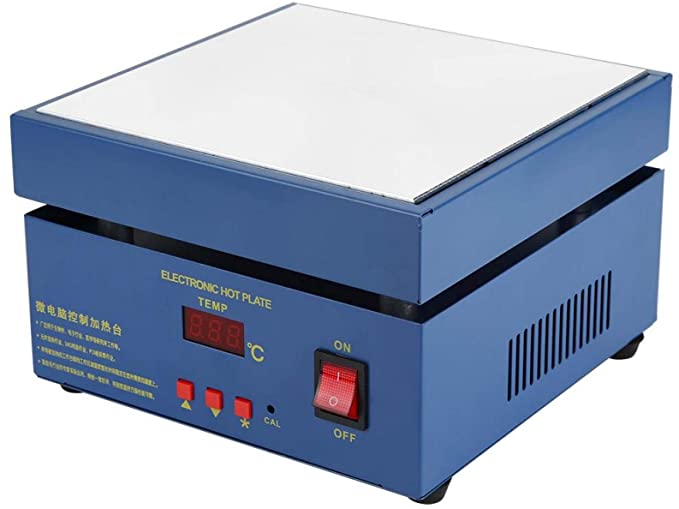
200 X 200mm LEDマイクロコンピューター電気ホットプレート予熱はんだ付け予熱ステーション、ウェルダーホットプレートリワークヒーターラボ110 / 220V AC 800W(美规110V)
カタログスペック的にはドストライクな製品ですが使えるのでしょうか。
中国から直送みたいで納期は4月上旬です。
この手の製品は国産の良い物だと10万近くするので避けていましたが1万円切るならアリでしょう。
家電のホットプレートを使う方法もありますが、この価格ならこっちの方がいいかも。天板平らだし。
たぶん設定と実際の温度は違うと思いますが、放射温度計を使って設定値に対する実際の温度を把握すれば使えるっしょ。
リフローは220度で60秒がペーストハンダメーカーの公称値です。ハンダの溶ける様を目の前に見られますから試してデータを取りましょう。220度ですと部品の耐久時間は長くないので、この辺りも調べておくべき課題です。
某メーカーさんの推奨値です。
プレヒート 130~180℃ 60~90sec.
リフロー 220℃以上 30~90sec.
ピーク温度 240~250℃ 10sec.以内
逆用途として肉焼けますね。
リフローに使えなかったら焼肉用にしましょう。
そういえば基板屋さんからメールがありました。「政府と交渉して稼働出来れば納期が短くなります」とのことです。
通常なら一週間以内に日本まで届くサービスですが、電力不足のために工場の稼働が輪番になっているのでしょう。
こればかりは仕方ありません。
#工具や資材
裸族のパイの部品を3Dプリンタで作っていますが、試しに線幅を決めるパラメータを警告が出るくらい細くしたところビックリ。寸法が出るわ1層目から綺麗だわ反りが少ないわでとてもキレイなプリントになりました。もちろん金型射出成型の様にはいきませんが、これなら当面は買い替えを考えなくても良さそうです。
先日購入したドライキーパーも効果があったのかもしれません。フィラメントが湿気を吸うと仕上がりがとても汚いので、プリントが終わったらフィラメントのボビンを外して入れておきます。
3Dプリンタは条件が出れば放置プレイです。寝ている間に部品を作ってくれるので「靴屋の小人」って感じです。
コネクタの変換基板が必要になってしまったのですが、市販品には無さそうなのでKiCADで書いてPCBGOGOさんにオーダー。
今回はサイズが小さいからか、発注後4日で届くとのこと。凄いですね。
1枚1.9US$。円が安くなっているので割高になってますが、そもそもが安いので問題無し。10枚オーダーしましたが送料の方が高い。
工作の質やコスパが向上してご満悦なオジサンでした。
#工具や資材
先日購入したドライキーパーも効果があったのかもしれません。フィラメントが湿気を吸うと仕上がりがとても汚いので、プリントが終わったらフィラメントのボビンを外して入れておきます。
3Dプリンタは条件が出れば放置プレイです。寝ている間に部品を作ってくれるので「靴屋の小人」って感じです。
コネクタの変換基板が必要になってしまったのですが、市販品には無さそうなのでKiCADで書いてPCBGOGOさんにオーダー。
今回はサイズが小さいからか、発注後4日で届くとのこと。凄いですね。
1枚1.9US$。円が安くなっているので割高になってますが、そもそもが安いので問題無し。10枚オーダーしましたが送料の方が高い。
工作の質やコスパが向上してご満悦なオジサンでした。
#工具や資材

裸族のパイを作るには筐体の加工が必須です。要は切った貼ったです。
丸穴はドリルやホールソーでいけますが、角穴はなかなか面倒です。
こんなとき、プロクソン(PROXXON)ミニルーターセット No.28512-Sが便利です。ちょっと削るにも重宝します。
ビットや砥石はサイズの割に安くありませんが、これだけ簡単に出来るならアリです。
#工具や資材 #サーバー
モニタの脚をプリントしていますが、ドライキーパーで保管したフィラメントはいいですね。
外湿度マイナス35%のドライキーパーですが、内部湿度は25%を示しています。カラカラですね。どの程度がいいかわからんのですが、低すぎてダメってこともなさそうです。
性能の良いプリンタが良いに決まってますが、フィラメントを低湿度で保管しなければ性能は発揮できないと思います。同じ予算ならドライキーパーに予算を向けることをお勧めします。
#工具や資材
外湿度マイナス35%のドライキーパーですが、内部湿度は25%を示しています。カラカラですね。どの程度がいいかわからんのですが、低すぎてダメってこともなさそうです。
性能の良いプリンタが良いに決まってますが、フィラメントを低湿度で保管しなければ性能は発揮できないと思います。同じ予算ならドライキーパーに予算を向けることをお勧めします。
#工具や資材
オープンフレームモニタの脚を作っていますが、形状的にABSでは厳しそうです。失敗の連続・・・
ABSは丈夫で保管温度を気にせず使えますが長い羊かん形状は苦手です。露骨に反ります。
形にならないと意味がありませんのでPLAで作ってみます。PLAの製作物は真夏の倉庫や車の中に据え付けや保管をするとヘニャヘニャになりますが、保管温度に気を付ければ問題はありません。
#工具や資材
ABSは丈夫で保管温度を気にせず使えますが長い羊かん形状は苦手です。露骨に反ります。
形にならないと意味がありませんのでPLAで作ってみます。PLAの製作物は真夏の倉庫や車の中に据え付けや保管をするとヘニャヘニャになりますが、保管温度に気を付ければ問題はありません。
#工具や資材
3Dプリンタの特性を勘違いしていました。温度についてです。
温度はエキストラクターとビルドプレートのことです。エキストラクターはフィラメントを溶かしてインクよろしく送り出す先端部、ビルドプレートは造形物を作る作業面です。これらの温度が仕上がりに大きく影響します。
勘違いしていたのはビルドプレートの温度です。1層目をプリントする際はフィラメントの特性に合わせた温度にしておき、2層目以降は温度を下げてもいいと思っていたのですが真逆でした。プリントが終わるまで造形物全体の温度を出来るだけ1層目と同じ温度にしておくのが正しい条件なので、2層目以降はビルドプレートの温度を上げる方が良いようです。
某ブログで目にして試したところかなりの改善。ABSをPLA並みに仕上げることはそもそも無理っぽいですが、これならABSを主体にしても良いと思われます。
#工具や資材
温度はエキストラクターとビルドプレートのことです。エキストラクターはフィラメントを溶かしてインクよろしく送り出す先端部、ビルドプレートは造形物を作る作業面です。これらの温度が仕上がりに大きく影響します。
勘違いしていたのはビルドプレートの温度です。1層目をプリントする際はフィラメントの特性に合わせた温度にしておき、2層目以降は温度を下げてもいいと思っていたのですが真逆でした。プリントが終わるまで造形物全体の温度を出来るだけ1層目と同じ温度にしておくのが正しい条件なので、2層目以降はビルドプレートの温度を上げる方が良いようです。
某ブログで目にして試したところかなりの改善。ABSをPLA並みに仕上げることはそもそも無理っぽいですが、これならABSを主体にしても良いと思われます。
#工具や資材
3Dプリンタは形状やその時の運で仕上がりに違いがありましたが、ABSでも安定的にいい感じにプリントしてくれるようになりました。
Ender製のミドル級の最新機を買おうか悩んでいましが、しばらくはこのままでいけそうです。
されど、ABSで背の高い箱状の物を作ると角が持ち上がる現象は解決しきっていません。今回の対策で以前よりは良くなったものの更に改善したい点です。
試したいパラメータがいくつかあるので、テストピースのデザインを考えて進めてみましょう。
#工具や資材
Ender製のミドル級の最新機を買おうか悩んでいましが、しばらくはこのままでいけそうです。
されど、ABSで背の高い箱状の物を作ると角が持ち上がる現象は解決しきっていません。今回の対策で以前よりは良くなったものの更に改善したい点です。
試したいパラメータがいくつかあるので、テストピースのデザインを考えて進めてみましょう。
#工具や資材
3Dプリンタがいい調子なので間数マーカーを再開発しております。発光部がイマイチでしばらく止まっていました。
最近、デュアルノズルで黒と透明の2色プリントに成功したのですが、これでプリントすると発光の具合いが良いかもしれない。
一気に解決かと思いきや、そう甘くもありません。常に二つのエキストルーダーが温まっているため低層ではお漏らしが発生。黒に透明のお漏らしが被るのは気にならないけれど、透明部に黒のお漏らしが被ると台無し感。
4-5層以降ではほとんど発生しないので解決策はありそうですが、ちょいと思案が必要です。
#工具や資材
最近、デュアルノズルで黒と透明の2色プリントに成功したのですが、これでプリントすると発光の具合いが良いかもしれない。
一気に解決かと思いきや、そう甘くもありません。常に二つのエキストルーダーが温まっているため低層ではお漏らしが発生。黒に透明のお漏らしが被るのは気にならないけれど、透明部に黒のお漏らしが被ると台無し感。
4-5層以降ではほとんど発生しないので解決策はありそうですが、ちょいと思案が必要です。
#工具や資材
テストピースの印刷中ですが、次の対策で低層における3Dプリンタのお漏らしは無くなりました。
1)スタンパイ温度を下げる
同レイヤーにおいて、一方のエキストルーダーのジョブが終わるまでもう一方はお休みです。スタンバイ温度とはお休み中のエキストルーダーの温度のことですが、コレを下げることでフィラメントのダレを防止出来ました。
2)レイヤー間でのノズル拭き取りを行う
ノズルの清掃機構が付いているワケではありませんが、プリント物の周囲に囲い線(捨て線)を描くことでノズルに付いた余計なフィラメントを落とす動作の様です。
それ程汚れないので本来の効果は不明ですが、レイヤー間だけでなくエキストルーダーを変える際にも実行されるので、(1)の温度を下げる時間稼ぎになるようです。
今のところ黒も透明も同じ温度条件でやっていますが、特性が違う感じがします。黒は申し分ありませんが透明のプリントがイマイチです。温度条件を何パターンかやってみます。
・・・ただ、テストピースとはいえ5時間半かかります。今はお漏らしチェックですからこのまま終わりまで進めますが、温度条件のサンプルを幾つか取るにはかなりの時間がかかりそうです。
#工具や資材
1)スタンパイ温度を下げる
同レイヤーにおいて、一方のエキストルーダーのジョブが終わるまでもう一方はお休みです。スタンバイ温度とはお休み中のエキストルーダーの温度のことですが、コレを下げることでフィラメントのダレを防止出来ました。
2)レイヤー間でのノズル拭き取りを行う
ノズルの清掃機構が付いているワケではありませんが、プリント物の周囲に囲い線(捨て線)を描くことでノズルに付いた余計なフィラメントを落とす動作の様です。
それ程汚れないので本来の効果は不明ですが、レイヤー間だけでなくエキストルーダーを変える際にも実行されるので、(1)の温度を下げる時間稼ぎになるようです。
今のところ黒も透明も同じ温度条件でやっていますが、特性が違う感じがします。黒は申し分ありませんが透明のプリントがイマイチです。温度条件を何パターンかやってみます。
・・・ただ、テストピースとはいえ5時間半かかります。今はお漏らしチェックですからこのまま終わりまで進めますが、温度条件のサンプルを幾つか取るにはかなりの時間がかかりそうです。
#工具や資材