呼び径25のチーズを買ってみたのですが寸法に問題あり。
規格の外形寸法は40mmですが、実測すると3口の内2口は40.2mmだけど1口が41.0mm。0.2mmオーバーは許容範囲だけど1.0mmオーバーには無理がある。
カタログを見ると公差表記は内径だけ。本来の用途からしたら内径が重要であって外径はオマケ。型抜きしやすい寸法なのかな?
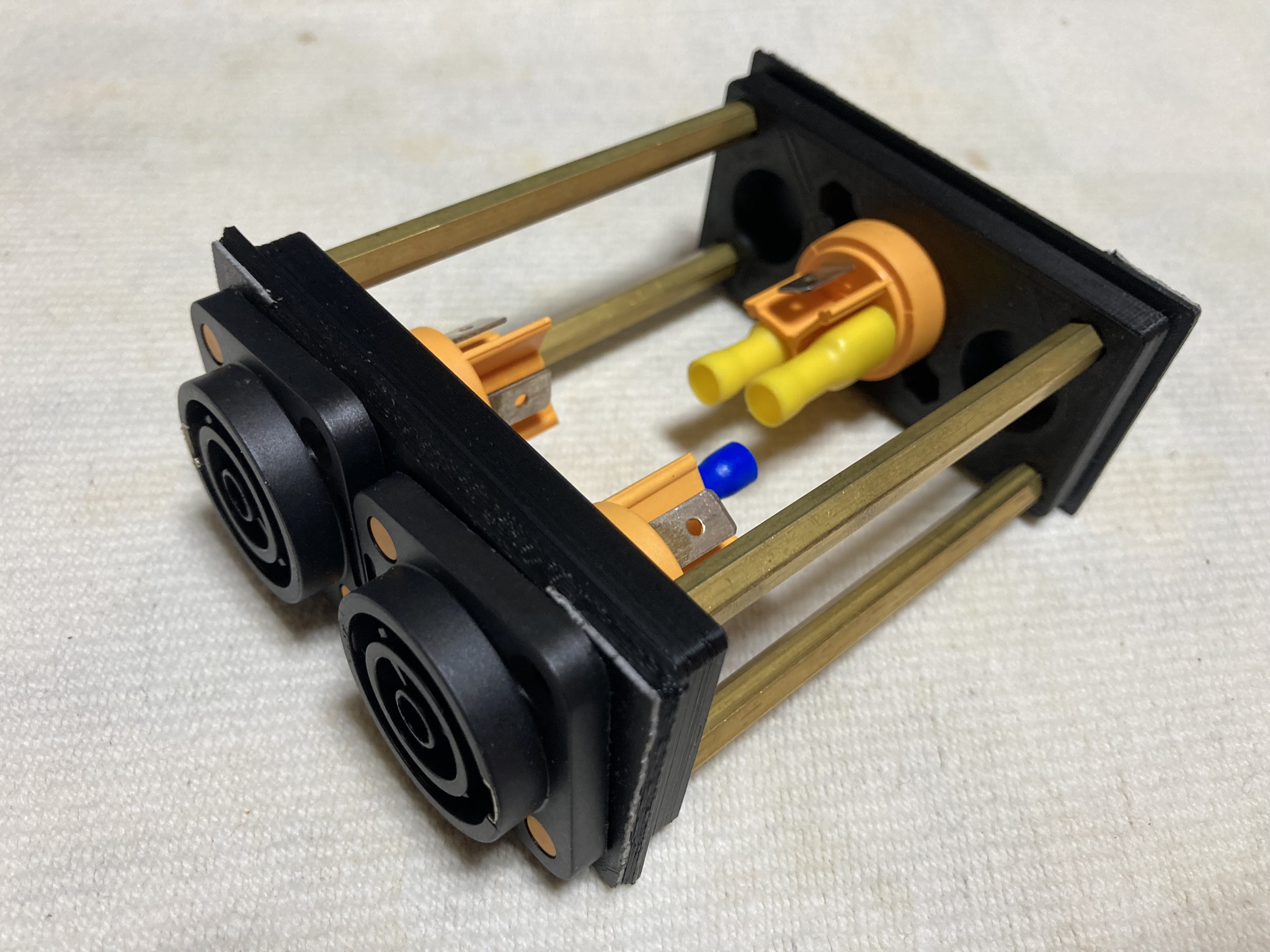
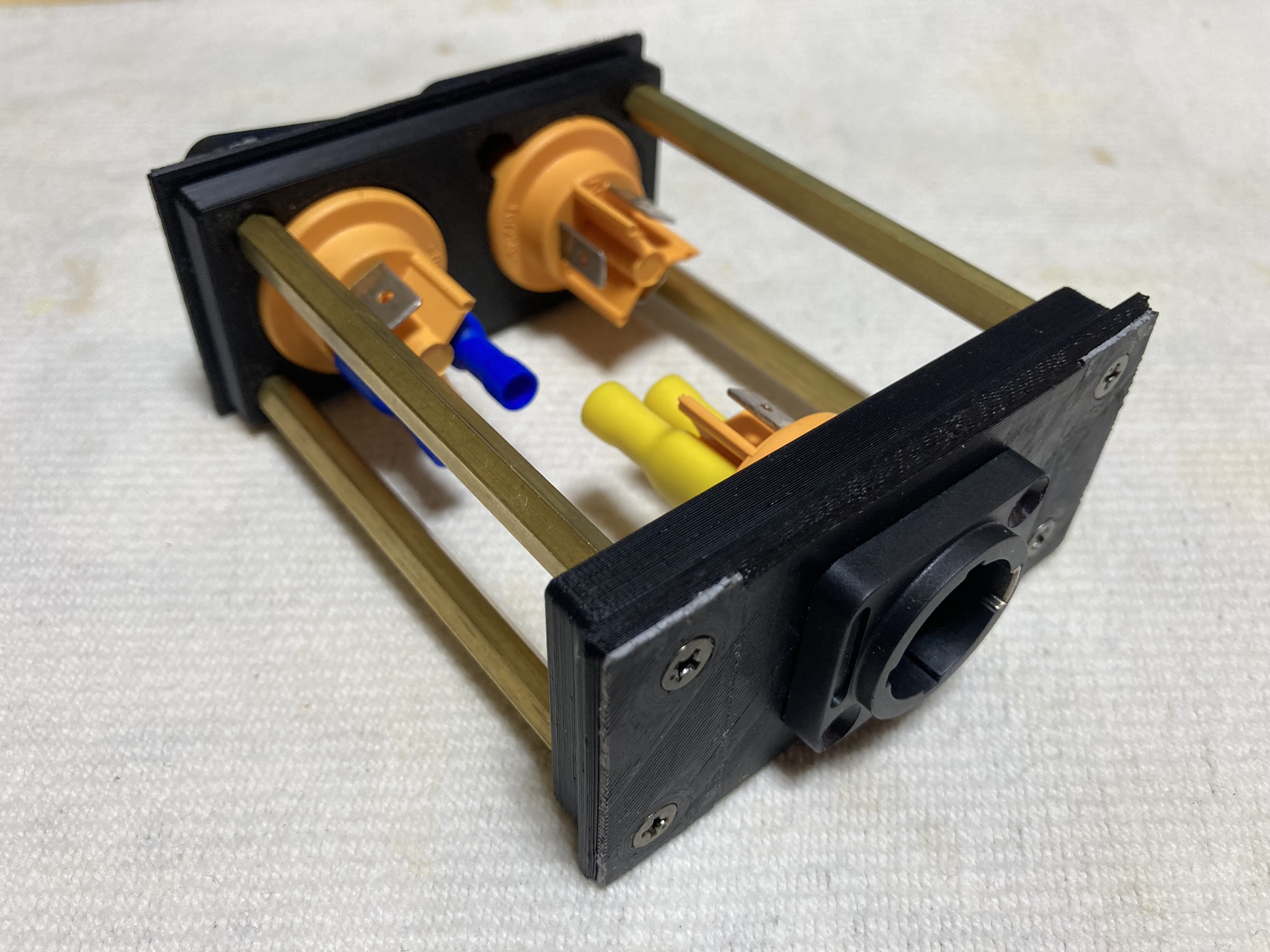
さて、どうするか。TRUE1を取り付けるマウンタを1.0mmオーバーでプリントをしてもいいけど、規格値からは大きく外れているので今回買ったチーズがたまたまかもしれません。
チーズの寸法を整えるのが良いと思われる。回転センターの補助金具を作ればミニ旋盤で削れると思う。塩ビは柔らかいからミニ旋盤にはサイズオーバー気味でも削れるし、エスロンで接着するなら0.2mmくらいの精度で収まっていればOK。
#器具の製作 #ガチ工作
規格の外形寸法は40mmですが、実測すると3口の内2口は40.2mmだけど1口が41.0mm。0.2mmオーバーは許容範囲だけど1.0mmオーバーには無理がある。
カタログを見ると公差表記は内径だけ。本来の用途からしたら内径が重要であって外径はオマケ。型抜きしやすい寸法なのかな?
さて、どうするか。TRUE1を取り付けるマウンタを1.0mmオーバーでプリントをしてもいいけど、規格値からは大きく外れているので今回買ったチーズがたまたまかもしれません。
チーズの寸法を整えるのが良いと思われる。回転センターの補助金具を作ればミニ旋盤で削れると思う。塩ビは柔らかいからミニ旋盤にはサイズオーバー気味でも削れるし、エスロンで接着するなら0.2mmくらいの精度で収まっていればOK。
#器具の製作 #ガチ工作